月收入3600元的万能手
“任何工作,只要用心去做,没有干不好的。”在同事们的眼里,徐建春是一个肯吃别人不愿吃的苦,肯学别人不愿学的技术,肯牺牲别人不愿牺牲业余时间的人。
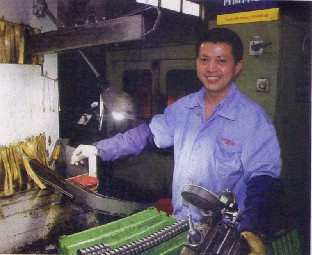
徐建春,东南轴承四分厂一名普通的小滚班一线操作工,公司每年度的创点积极分子,2009年获得过公司的最高荣誉――“劳动模范”。下午见到徐建春时,他正在两台机器前忙碌,旁边整齐地排放着未经打磨的轴承套圈,此时的他从早上开始已经站立工作将近8个小时。交谈中,他脸上始终带着微笑,让人察觉不到一丝疲惫。
1989年,年仅十六岁的四川南充小伙徐建春背井离乡来到韶关,在东南轴承一干就是23年。刚进厂的徐建春被分配到东南轴承在顺德的分厂。当时的员工人均一天完成80点,月近500点。这个刚来的小伙经过三个月的培训后,以平均300点/天,1000点/月,年度过万点的业绩开始了他超万点能手的传奇。90年代初,这个未满二十岁的小伙,以月薪近千元成为其他员工眼中的“有钱人”。
如今,提起待遇方面,徐建春给记者算了一下,月均产3万点,每点以1.2元计算,月收入是3600元,在收入甚微的生产一线员工里,3600元的工资堪比白领。分厂胡厂长告诉记者:“徐建春这个3600元不简单,整个班组七个人,月产7万点,他一个人就占了一半,而且他的产品没有废品,极少疵品。”徐建春以娴熟的技术,惊人的产量,高合格率才得出这不简单的3600元!
在顺德工作十一年后,徐建春于2002年回到韶关总厂,开始从事其他工序岗位。因为能熟练操作大滚、小滚、内圆和精研等设备,当时的厂长给徐建春取了个称号――万能手,这个称号受到历届厂长和全体职工的认可。
谈起自己的专长,徐建春一改之前的腼腆,开始滔滔不绝。徐建春所在的岗位是内圈沟道磨床,他指着内圈沟道告诉记者,内圈沟道磨床是一道关键工序,磨得好不好直接影响着整个轴承的转动,决定着轴承的寿命,因此必须严格按标准生产,只有达到要求通过检验,才能走下一道工序,才能计件算工资。
“ 只要肯干,公司上级就会认可,大力支持。”当问及当上“五星级员工”有何感受时,徐建春只用一句朴实而简单的话语概括,脸上始终带着腆腆的笑。默默无闻,憨厚老实,技术娴熟,是他留给许多人的印象。乐在其中,是徐建春给我留下的最深印象。
如今,年近四十的徐建春已经把妻女接到韶关,入住在东南轴承自建的东南明珠花园。这个把青春奉献给东南轴承的男人,牢牢扎根在了韶关这片热土上。
“磨刀不误砍柴功”的技术尖子
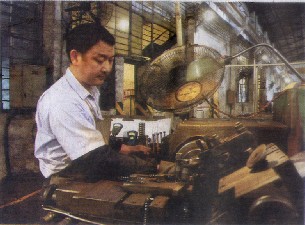
现年40岁的唐权是车削热处理分厂的车工,跟徐建春同是四川南充芸山县人。见到唐权时,他正在埋头磨刀。记者正想拿起套圈研究一番,被他一下制止,“这个东西刚车出来,温度很高,会把手烫伤。”这时才发现,他戴的手套是专用的厚手套。
唐权所在的工序是车外径,虽然一道工序下来才20秒的时间,看似简单却具危险性。定位套圈的夹具高速转动时温度达到200度,还得同时操纵三把车刀才能完成整套工序,手极易被烫伤割伤。“干活是凭个人的,熟悉了就没感觉到危险。”2003年进厂的唐权,在车外径岗位上干了近十年,他对自己的技术充满信心。
聊起唐权,削热处理分厂张厂长竖起了大拇指,“唐权的技术是数一数二的,厂里难做的产品都交给他负责,不仅从无怨言,并且还能保质保量完成。”唐权是分厂里公认的技术尖子,调机和磨刀的技术为同事称赞,整个班组的刀一度都是由他磨出来。唐权告诉记者,调机和磨刀是这道工序的关键,决定着产量和质量。每生产一批产品前,把机器调精确,把车刀磨利是必不可少的最重要的功课。“我刚进厂的时候,大家都不懂得调机磨刀,那时干得累,工资又低。”唐权对记者诉说了那段难忘经历。
唐权初到岗时,整个班组12个人加班加点,每人每月只能完成近9万件产品。干活时间长,业绩却不理想,唐权开始反思。通过观察,他发现整个班组都忽视了调机这一步骤,夹具定位不准确,以至于干起活来事倍功半。唐权开始琢磨设备,并不断地调机和试测。工欲善其事,必先利其器。夹具定位准确后,唐权开始练磨刀技术。刀磨出来要锋利,磨的角度要正确均匀,磨得不好的话会刮伤产品,影响质量。磨刀是个技术活,极度考验人的耐心和细心,追求极致的他硬是磨出了技术。“磨刀不误砍柴工”,技术改进后,唐权的个人业绩直线上升到15万件,同事们纷纷向他学习。这种事半功倍的工作方法明显奏效,班组成员从之前的12人减少近一半的情况下,每人每月在正常的上班时间内,业绩能达到近12万件,7个员工完成了12个人的量,生产效率提高了三分之一。
蛮干不如巧干,巧干更要实干,这是“五星级员工”唐权真实的写照。
挑设计重担的80后小伙
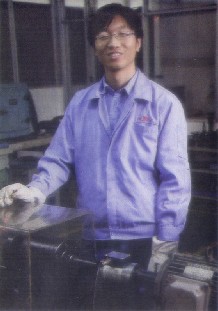
东南轴承技术质量部共有员工22人,大部分生于70年代。走进技术质量部,便看见靠窗边的位置坐着个小伙,戴着眼镜,脸上略带些学生气。该部门负责人告诉记者,他就是公司的“五星级员工”,挑起轴承设计重担的80后小伙――薛红文。
出生于1981年的薛红文来自山西运城,2005年毕业于山西农业大学机械设计专业。那时,东南轴承北上招人才,入选的薛红文看重东南轴承的实力和发展空间,便毅然远离家乡来韶应聘入职,主要参与轴承的设计和研发工作。
“他之所以能脱颖而出当选五星级员工,最主要的是他2011年完成了近30个大大小小的项目。”部门负责人告诉记者。去年,东南轴承改制成民营企业,为了满足国内外市场不断变化的需求,努力开发新客户,储备新产品,公司要求技质部全年完成80个产品设计。 同时,为了解决生产瓶颈,生产部大量外购毛坯及车加工后的半成品工件,需要技质部出具很多毛坯及粗车图纸。薛红文面临着大量图纸设计和项目研发的双重考验。凭借着专业的技术知识和良好的技术功底,薛红文个人完成了30个不同的轴承产品设计,位居团队第一。当时的薛红文已胜任技质部研发项目组组长,兼任汽车轴承实验室室长。作为组长的他带领团队,利用晚上和周末的时间加班加点,确保了公司生产进度和新产品的开发进度不受影响。
“产品不是光设计出来就行,还要对样品反复地进行试验,试验成功了才能给客户确认,通过后才可以生产。”薛红文告诉记者,产品试验是产品设计的重要环节,是对初期设计的验证过程。好的产品设计,不仅要满足客户的需求,而且要满足制造的便携性。只有同时满足了这两个条件,产品设计才有意义。目前,薛红文完成的30个产品设计中,8个已试制完成,且均一次性通过公司新产品交样。
“公司以后还是要靠他们”,部门负责人感慨地说。确实,对于一个企业而言,需要后浪推前浪,需要更多像薛红文这样的年轻一代为其注入新鲜血液。